
Consumers today demand tailored experiences and seamless interactions at every stage of their journey. Our supply chain analytics solutions, including offerings from Quantzig, enable you to monitor and optimize interactions across diverse platforms. It’s crucial for brands to foresee customer needs and act pre-emptively. By identifying the optimal next steps, we ensure consistent, personalized experiences aligned with individual preferences, fostering loyalty and fuelling expansion. Elevate your operations with our extensive array of supply chain analytics capabilities.
Leverage our analytics solutions to build a secure digital core enriched with insights from various contexts, including retailer, channel, and shopper intelligence, alongside business ROI analytics. This infrastructure enhances decision-making, streamlines operations, and unveils new business prospects by tapping into comprehensive supply chain insights.
Equip your workforce with tools that harness supply chain analytics, promoting skill enhancement and productivity. Our solutions cultivate a culture of continuous learning and innovation, enabling seamless adaptation to market shifts.
At the heart of our supply chain analytics lies a commitment to ethical data practices. We ensure that your endeavors adhere to the highest standards of transparency, accountability, and data privacy, fostering responsible analytics implementation.
Stay ahead of the curve with insights from supply chain analytics. Our services empower you to navigate market changes, foresee customer requirements, and innovate your business model continuously for sustainable growth and prosperity.
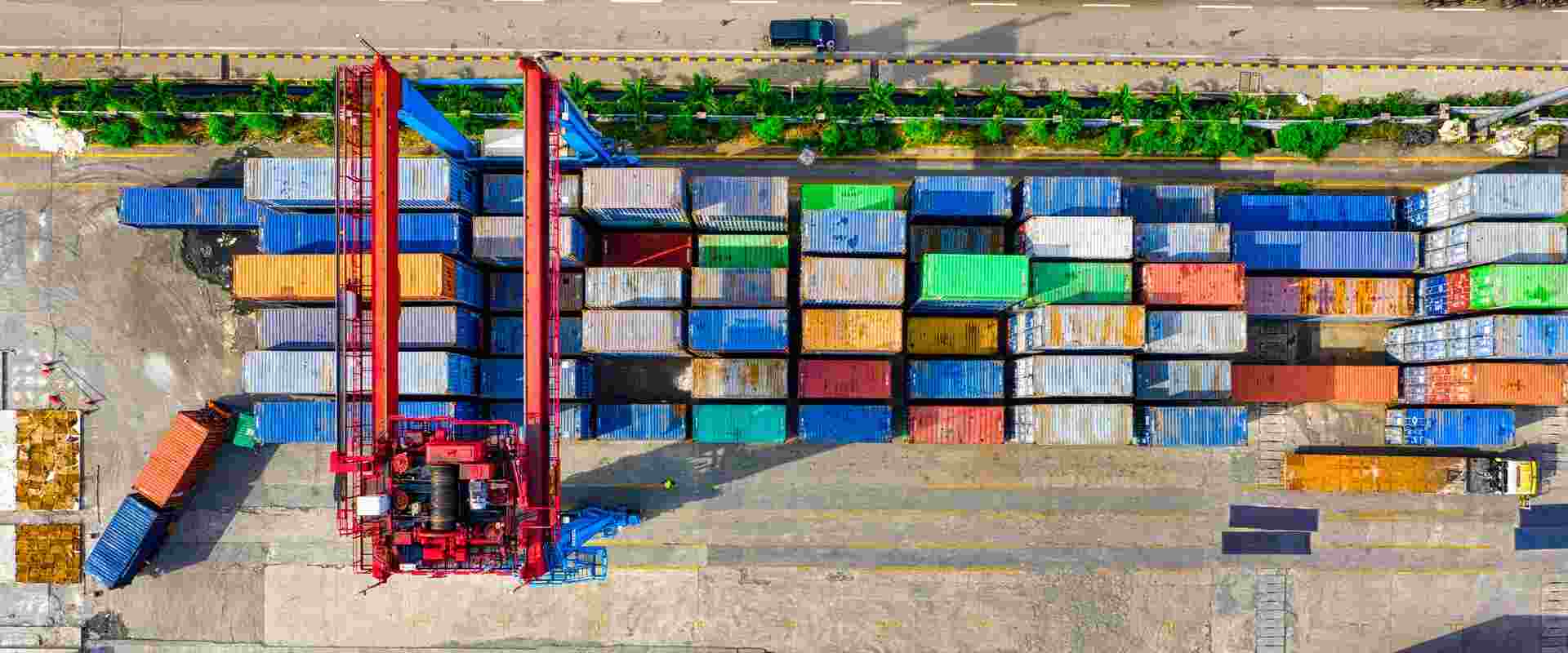
Leverage Quantzig's Supply Chain Analytics for comprehensive solutions in Forecasting, Planning, Transportation, Logistics, Fleet Management, Supplier Performance, Inventory, and Warehousing. Our data-driven insights empower businesses to make informed decisions using robust supply chain data and analytics services.
Know more
Leverage Quantzig's Data and Analytics Services for Manufacturing Optimization. Enhance production efficiency and supply chain performance with data-driven insights, optimizing scheduling, labor, and assets. Our expertise covers Forecasting, Planning, Logistics, Fleet, Supplier Performance, Inventory, Warehousing, Distribution, and Asset Management
Know more
Optimize your supply chain with Quantzig's logistics expertise. Benefit from real-time data processing, accurate forecasting, and advanced inventory management to streamline distribution, identify optimal freight sizes, reduce transportation costs, and ensure data integrity and security. Achieve enhanced performance and cost savings with Quantzig.
Know more
Predict product demand considering historic product trends, market dynamics, and competitor events to effectively plan downstream supply chain operations
Know more
Leverage Quantzig's data governance and real-time data processing expertise to identify warehouse optimization opportunities, monitor performance, and ensure supply chain efficiency. Our analytics solutions provide accurate inventory forecasts, pinpoint inefficiencies, and enable swift corrective actions for optimized and enhanced performance.
Know more
Optimize the distribution network, identify the right freight size, and minimize transportation costs through effective forward and reverse logistics planning with our logistics analytics solution portfolio
Know more
Partner with Quantzig for enhanced supply chain efficiency through expert data governance, real-time processing, accurate forecasting, and inventory management. Our solutions ensure seamless data integration, providing real-time insights for accurate forecasting, efficient inventory management, and optimized supply chain performance.
Know more






Reduce the manpower required for manual processes in your business processes by 80% through our automation solutions. We create apps that automate your business processes

Simplify your digital transformation through our intuitive, 3 click visualizations and reporting solutions
With our AI toolkits, unlock your real-time intelligence & operationalize AI-driven decision support solutions at scale that are customized to your complex business requirements

With simplification at the heart of our principles, simplify your data stack through state-of-art, best-in-industry data engineering frameworks

Identify actionable insights, solve complex business problems and enhance performance across the business value chain with our business analytics solutions

Define your analytics roadmap and identify process, solution, and efficiency gaps. Discover plug-and-play business acceleration modules and scale analytics implementation for sustainable growth