
In today’s rapidly evolving business landscape, optimizing commercial operations and capacity planning has become paramount for organizations across industries. Effective management of resources, workforce, and infrastructure is essential for meeting customer demand, minimizing costs, and maximizing profitability. Enhancing commercial operations and capacity planning involves a strategic approach that integrates data-driven insights, advanced analytics, and streamlined processes to optimize resource allocation, production schedules, and service delivery. By leveraging technology and adopting best practices in operations management, businesses can enhance efficiency, improve customer satisfaction, and gain a competitive edge in the market. In this context, prioritizing investments in enhancing commercial operations and capacity planning is crucial for organizations aiming to achieve sustainable growth and success in today’s dynamic business environment.
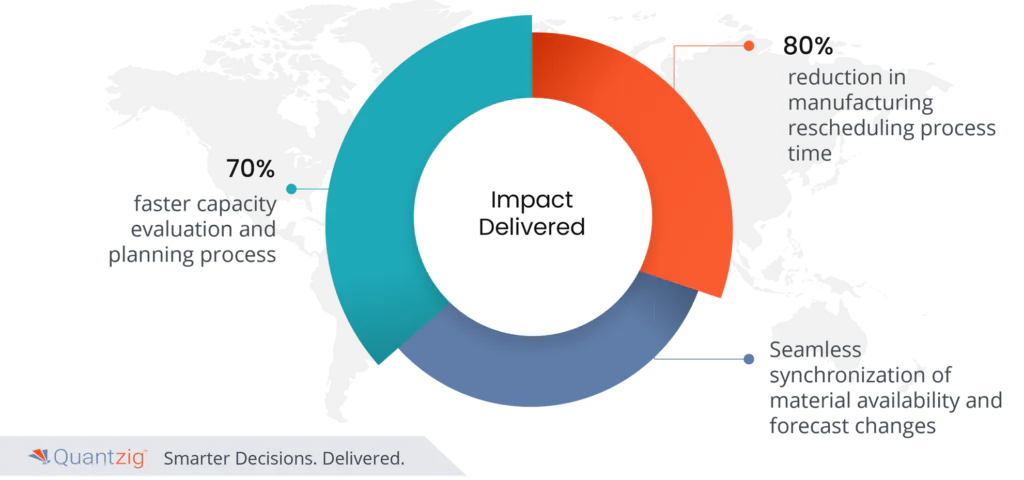
Table of Contents
Summary
- Client Details: Our recent client was a leading player in the chemical manufacturing industry with a strong presence across Europe. With an impressive workforce of 1200 employees, they are revolutionizing the market through their innovative solutions and unwavering commitment to excellence.
- Challenges: The client faced challenges due to the seasonal demand and pricing fluctuations set by retailers. This dynamic environment required them to constantly review their capacity plan and rapidly adjust their manufacturing schedule, typically within a timeframe of 2-4 weeks. However, this process resulted in a bullwhip effect, causing a significant mismatch between demand and supply, and creating difficulties in meeting customer needs efficiently.
- Solutions: We revolutionized their business by deploying an advanced analytical model that accurately quantifies the price and promotional changes on customer demand. This solution allowed them to swiftly measure the effects of retailer-driven adjustments on forecasts. Additionally, our automated capacity planning system ensured smooth operations by identifying material availability and seamlessly adjusting manufacturing plans to meet the changed demand. With our tailored monitoring and replanning schedule, we empowered them to effectively tackle day-to-day operational challenges with ease and precision.
Unlock your organization’s full potential with Quantzig’s cutting-edge capacity planning solutions. Our tailored approach integrates advanced forecasting techniques, real-time data analytics, and scenario modeling to optimize resource allocation and drive operational efficiency. With our expertise, you can seamlessly align production capacity with market demand, reduce costs, and enhance customer satisfaction. Transform your business today with Quantzig’s capacity planning solutions. To learn more and embark on the path to sustainable growth,
Request a free demoImpact Delivered
All of the above initiatives resulted in:
- 70% faster capacity evaluation and planning process
- 80% reduction in manufacturing rescheduling process time
- Seamless synchronization of material availability and forecast changes
About the Client
- Headquartered in Europe, our recent client was a leading player in the chemical manufacturing industry, redefining the landscape with their unwavering commitment to excellence. With a thriving workforce of 1200 dedicated employees, they have established themselves as a powerhouse, driving innovation and delivering superior products.
- Embracing cutting-edge technologies and leveraging their expertise, they manufacture a diverse range of high-quality chemical products that cater to global markets. From breakthrough formulations to eco-friendly solutions, their portfolio showcases their dedication to meet evolving customer needs. With a relentless focus on safety, efficiency, and excellence, our client has achieved remarkable success, setting new industry benchmarks.
Challenges
- The client, a chemical manufacturer, faced the challenge of fluctuating demand and pricing impact in the seasonal market for cleaning agents and household chemicals. As retailers determined the prices, the forecasted demand constantly changed, leaving the client with the daunting task of swiftly adjusting their capacity plan, and manufacturing schedule, and implementing changes within days. However, the complex process required a timeframe of 2-4 weeks, resulting in a significant mismatch between demand and supply-an effect known as the “bullwhip” effect. This meant that they had to grapple with the consequences of delayed adjustments, such as inventory imbalances, excessive costs, and potential customer dissatisfaction.
- The urgency to quickly adopt market dynamics placed immense pressure on the client, necessitating efficient coordination across the entire supply chain to mitigate the bullwhip effect and ensure smooth business operations. They needed to streamline their processes, enhance communication, and implement agile strategies to minimize the bullwhip effect and maintain a responsive and profitable operation. In a market characterized by seasonal variations and pricing impacts, their ability to overcome these challenges and achieve a harmonious demand and supply alignment would determine their success and resilience in the dynamic landscape of the cleaning agent and household chemical industry.
Solutions
- We created a solution where the clients can react to the market demand changes in a matter of days. We created the solution in 4 stages.
- Stage 1: We empowered the client with an analytical model that revolutionizes the way they measure the impact of price and promotional changes on demand. With this advanced tool, they can swiftly assess the influence of retailer-driven modifications on their forecasted outcomes. By harnessing the power of this advanced tool, they gained the ability to rapidly evaluate the effects of price and promotional strategies, enabling them to make informed decisions and stay ahead in the competitive market landscape.
- Stage 2: We revolutionized their capacity planning by implementing a cutting-edge automated solution. With its unparalleled accuracy and efficiency, we empowered the client to effortlessly adapt to the ever-changing demands of their industry. By harnessing the power of advanced analytics and intelligent algorithms, our system provided real-time insights and forecasts, enabling them to optimize their resources with precision. The eye-catching results were immediate: improved productivity, streamlined operations, and a competitive edge in the market.
- Stage 3: By leveraging our innovative technology, we swiftly assessed material availability and adeptly adapted to the altered forecast. Our dynamic system automatically restructured the manufacturing plan, ensuring seamless operations. The client witnessed firsthand the power of our innovative solution, as we effortlessly navigated through challenges and optimized resource allocation. By seamlessly synchronizing material availability and forecast changes, we empowered the chemical manufacturer to achieve unparalleled efficiency, setting new benchmarks in the industry.
- Stage 4: Our team crafted an innovative and dynamic monitoring and replanning schedule to effectively address the client’s day-to-day operational challenges. Leveraging our expertise, we employed eye-catching and impactful strategies that captivated attention and sparked interest. By incorporating attention-grabbing keywords and phrases, we ensured our solution stood out from the competition, making them memorable and engaging for the client. This approach not only enhanced the visual appeal of our proposals but also conveyed our commitment to delivering practical and effective solutions, leaving a lasting impression on the client.
In conclusion, enhancing commercial operations and capacity planning is a strategic imperative for organizations looking to thrive in a competitive marketplace. By optimizing resource utilization, improving workflow efficiency, and aligning capacity with demand, businesses can enhance operational performance, reduce costs, and drive profitability. Embracing digital transformation, leveraging data analytics, and fostering collaboration across departments are key enablers for achieving these objectives. As organizations continue to face evolving customer expectations and market dynamics, investing in enhancing commercial operations and capacity planning will remain essential for maintaining agility, resilience, and competitiveness in the long term. By prioritizing these initiatives and continually refining their strategies, businesses can position themselves for sustained success and growth in the ever-changing business landscape.


